SLM Explained: A Core Technology in Industrial 3D Printing
How Selective Laser Melting Powers Precision Manufacturing
Introduction to Selective Laser Melting (SLM)
Selective Laser Melting (SLM) is an additive manufacturing (AM) technology that uses a high-power laser to fully melt and fuse metallic powders into dense, functional components. Unlike binder jetting or directed energy deposition, SLM produces near-fully dense parts (≥99.9%) with mechanical properties comparable to wrought materials, making it a preferred method for aerospace, medical, and tooling industries. The technology’s ability to create complex geometries—such as lattice structures, internal channels, and organic shapes—eliminates design constraints imposed by traditional subtractive or formative methods.
The industrial adoption of SLM has accelerated due to advancements in machine reliability, material diversity, and process monitoring. Systems like the iSLM280 and iSLM420D exemplify modern SLM capabilities, offering dual- or quad-laser configurations and automated powder handling. These features enable high-throughput production of precision parts, from lightweight aerospace brackets to conformally cooled injection molds. However, achieving consistent results demands expertise in parameter optimization, post-processing, and quality assurance—areas where clients can benefit by collaborating with their selected supplier.
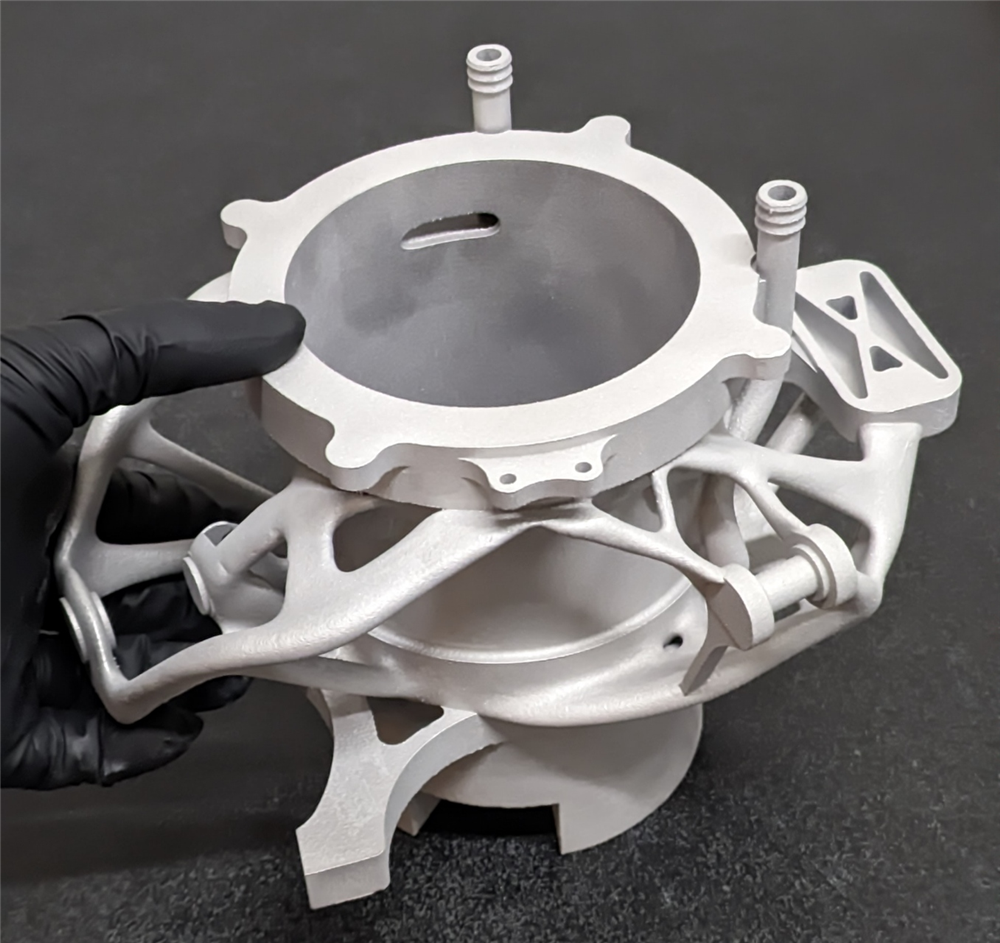
A 3D-Printed Aluminum Upright (Automotive Racing Part)
The Engineering Principles of SLM
In SLM technology, a 100W–1kW fiber laser selectively melts layers of metal powder, typically 20–60 µm thick, in an inert argon or nitrogen atmosphere (<500 ppm oxygen). The laser’s focus diameter (70–100 µm) and scan speed (100–15.000 mm/s) determine melt pool dynamics, influencing part density and surface roughness. Key parameters include hatch spacing (50–200 µm), layer thickness, and scan strategy (e.g., stripe, chessboard). For instance, a 67° alternating scan pattern reduces residual stress in Ti6Al4V aerospace components by 30% compared to unidirectional strategies.

A Small-Batch Production of Aluminum Parts Used as Replacement Parts in a Packaging Machine
Industrial Applications of SLM
Conformally Cooled Molds: SLM’s most impactful application is injection molds with curved cooling channels that follow part contours. A traditional H13 steel mold with straight-drilled channels cools unevenly, causing cycle times of 30+ seconds and part warping. An SLM-printed mold with conformal channels can reduce cycle time by 40% and improve part consistency by minimizing thermal gradients.
Aerospace Jigs and Fixtures: SLM-produced titanium jigs (Ti6Al4V) offer a 60% weight reduction over CNC-machined aluminum equivalents while maintaining rigidity. For example, a wing assembly drill guide printed on an iSLM420D reduced operator setup time by 25% due to ergonomic design and integrated locating features.
Consolidated Machine Components: Hydraulic systems benefit from SLM’s ability to merge multi-part assemblies into single structures. A 316L stainless steel valve body, previously comprising six brazed components, was printed as one piece on an iSLM280. This eliminated leakage risks and reduced production costs by 35% while internal channels improved fluid dynamics.
Another great example is this part designed and manufactured by Handsaeme Machinery on their ZRapid iSL280 Metal 3D Printer. This component belongs to an old engine, originally a 10-piece CNC-manufactured assembly. Since replacement parts were no longer available, Handsaeme 3D printed it as a single piece instead. This innovation brought the engine back to life and got it up and running once again.

An Old Engine Component Designed and Manufactured by Handsaeme Machinery
Technical Challenges and Post-Processing
SLM parts require some post-processing to meet functional tolerances. Residual stresses from rapid cooling necessitate stress-relief annealing—e.g., AlSi10Mg parts undergo 2 hours at 300°C. Support structures, essential for overhangs >45°, are removed via wire EDM or machining. Surface roughness (Ra 10–25 µm) is addressed through abrasive flow machining or CNC polishing, achieving Ra <1.6 µm for sealing surfaces.
Machine Innovations Enhancing SLM Viability
Modern SLM systems integrate advanced features to address historical limitations. The iSLM280, for example, employs dual lasers with overlapping scan fields to reduce build times by 30% for medium-volume batches. Its recoat system uses a rubber blade instead of a steel scraper, minimizing powder waste and contamination. The larger iSLM420D utilizes quad 1kW lasers and a 420 x 420 x 420 mm build volume, enabling the parallel production of multiple turbine blades or satellite components.

ANiMA's 3D-Printing Lab Offers High-Quality, Custom Additive Manufacturing Services
The Future of SLM in Manufacturing
SLM is transitioning from prototyping to series production, driven by improvements in speed and cost-efficiency. Multi-laser systems now achieve build rates of 35 cm³/hour for aluminum, while AI-driven software optimizes support structures and orientation to minimize material use. Emerging materials, such as copper alloys and refractory metals, are expanding applications in heat exchangers and rocket nozzles.
For manufacturers, success hinges on collaboration with AM specialists. Our team, for instance, partners with clients to refine gas flow dynamics in SLM chambers, reducing oxygen levels to <100 ppm for reactive alloys like Ti6Al4V. By combining robust SLM hardware with rigorous post-processing and quality control, industries can unlock unprecedented design freedom and production agility.
Contact us, and our expert team will help you find the best solution tailored to your needs!
Email: info@anima.eu
Contact number: +30 210 77 76 822

