Metal Additive Manufacturing for Defence and Industrial Applications: Design Freedom and Production Flexibility
Metal additive manufacturing is now increasingly used in demanding industrial environments. In sectors such as aerospace, defense, tooling, and advanced manufacturing, the ability to produce geometries that are difficult or impossible with conventional methods has created new possibilities in component design and system integration.
Among the technologies contributing to these developments, SLM has established itself as one of the most widely adopted approaches for producing dense metal components with complex internal features and controlled mechanical properties. As the technology matures, attention is shifting from the basic capability of printing parts toward the stability, repeatability, and process control required for reliable industrial production.
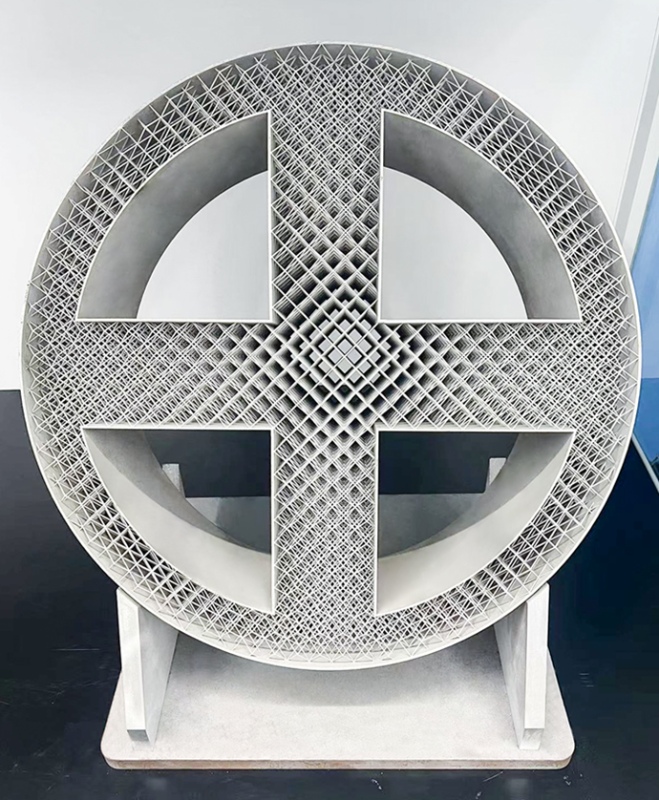
Skinned Lattice Structural Part
Modern metal additive manufacturing systems are therefore designed not only to produce complex shapes, but also to operate as part of structured manufacturing workflows that include powder management, post-processing, inspection, and quality assurance.
Industrial Requirements for Metal AM Systems
In the industrial and defence sector, additive manufacturing equipment must meet requirements that extend beyond build capability. Consistent thermal conditions inside the build chamber, stable powder deposition, controlled laser exposure, and predictable material behavior are critical for producing components with repeatable mechanical properties.

Rocket Oxygen Pump
Equally important is the ability to integrate additive systems into existing manufacturing infrastructures. Components produced through powder bed fusion frequently undergo heat treatment, machining, surface finishing, and inspection steps after printing. As a result, system architecture must support stable production cycles, predictable build results, and compatibility with downstream processes.
These factors are particularly relevant in sectors where components must operate under demanding conditions. Aerospace structures, defense components, and tooling inserts often require materials that can withstand high mechanical loads, thermal cycling, or corrosive environments. Additive manufacturing systems must therefore provide not only geometric flexibility but also process stability and material consistency.
SLM for Complex Metal Components
Laser powder bed fusion systems operate by selectively melting thin layers of metal powder using a high-energy laser. A recoating mechanism distributes a uniform powder layer across the build platform. The laser then scans the surface according to the part geometry, melting the powder locally and forming a dense metallic structure as the material solidifies.
After each layer is completed, the build platform moves downward and a new powder layer is deposited. The process repeats until the entire component has been formed.
This layer-based approach enables the fabrication of complex internal channels, lightweight lattice structures, and geometries that would be extremely difficult to machine using conventional methods. In many cases, additive manufacturing allows engineers to redesign components so that multiple parts can be consolidated into a single structure.
Part consolidation can reduce assembly complexity and eliminate fasteners or joints that may act as points of failure. In applications involving fluid flow or heat transfer, internal channels can be designed to follow optimal paths rather than being constrained by machining limitations.
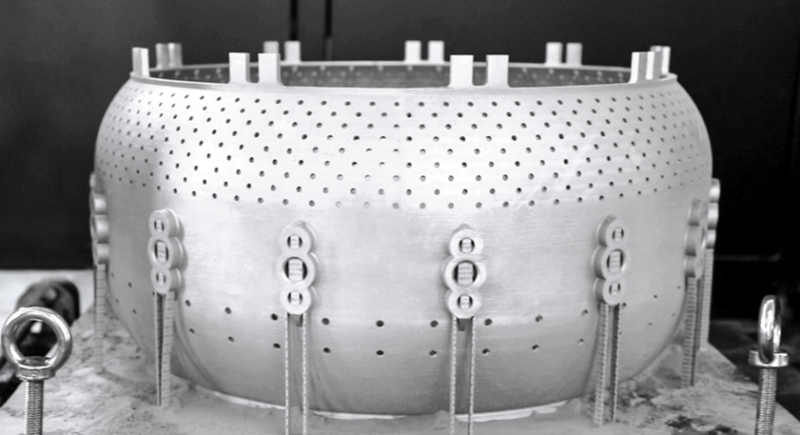
High Temperature Alloy Combustion Chamber
The ANiMA A4 Metal Additive Manufacturing System
The ANiMA A4 metal additive manufacturing system is designed for industrial powder bed fusion applications requiring controlled processing conditions and stable build performance, with a build volume of 420mm x 420mm x 500mm.
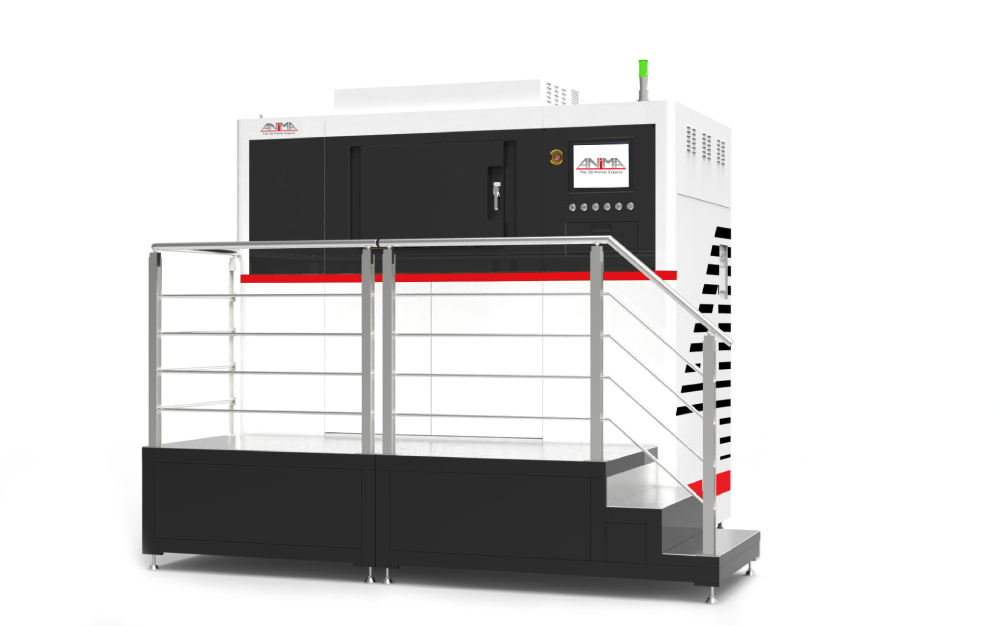
ANiMA A4 - Large-Scale Industrial Metal 3D Printer
The machine is based on a laser powder bed fusion architecture and is capable of processing a range of commonly used metal powders, including stainless steels, tool steels, and nickel-based alloys. These materials are frequently used in applications where mechanical strength, thermal resistance, and corrosion resistance are required.
The system configuration has been further optimized by Greek engineering teams with extensive experience in metal additive manufacturing. This work focused on practical aspects of industrial operation, including process stability, usability in production environments, and alignment with European manufacturing practices and technical standards.
These optimizations support reliable operation in environments where additive manufacturing must function as part of a broader production workflow rather than as a standalone prototyping tool.
Thermal Stability and Process Control
In laser powder bed fusion, thermal management plays a central role in part quality. During printing, rapid heating and cooling cycles occur as the laser scans across the powder bed. These thermal gradients influence melt pool stability, microstructure formation, and residual stress development.
To maintain consistent processing conditions, systems such as the A4 incorporate controlled build chamber environments and precise laser scanning control. Stable recoating mechanisms ensure uniform powder layers, while process monitoring systems allow operators to track build conditions during production.
By maintaining consistent exposure parameters and powder distribution, it becomes possible to reduce variations between builds and produce components with predictable mechanical properties.
Such stability is particularly important when producing parts that must meet strict dimensional tolerances or operate under high mechanical loads.

Rocket Induction Wheel
Tooling Applications
One of the most established industrial applications of metal additive manufacturing is the production of tooling components. Injection molding inserts, die casting tooling, and forming tools often require internal cooling channels to control temperature during operation.
Traditional manufacturing techniques limit the geometry of these channels because they must be drilled or machined into the tool body. Additive manufacturing allows cooling channels to follow complex three-dimensional paths that conform closely to the geometry of the molded part.
Conformal cooling can significantly improve thermal management within the tool. More uniform temperature distribution can reduce cycle times, improve the surface quality of molded components, and extend tool life by reducing thermal stress.
In such applications, powder bed fusion systems provide the geometric flexibility required to manufacture complex internal channel networks that cannot be produced with conventional machining.
Aerospace and Defense Components
Additive manufacturing is also increasingly used to produce structural and functional components for aerospace and defense systems. Lightweight structures, optimized brackets, and housings with integrated mounting features can be manufactured using powder bed fusion.
By applying topology optimization methods, engineers can reduce component weight while maintaining the required mechanical strength. The resulting geometries often include organic shapes and internal reinforcement structures that are well-suited to additive manufacturing.
Another application area involves components with internal fluid channels. These may be used for cooling electronic systems, distributing fluids, or managing heat in propulsion-related systems.
The ability to manufacture complex internal geometries within a single component can reduce assembly complexity and improve reliability in demanding operating conditions.

Engine Exhaust Pipe
Process Development and Small Series Production
In addition to end-use components, metal additive manufacturing systems are frequently used for process development and small series production.
Research organizations and industrial development teams use powder bed fusion systems to evaluate new materials, optimize build parameters, and test new component designs. Because the process allows rapid iteration, engineers can adjust geometry, internal structures, and process parameters to achieve specific performance characteristics.
For certain components with moderate production volumes, additive manufacturing can also be economically viable as a direct manufacturing method. This is particularly true when the cost of tooling for conventional manufacturing processes would be high or when component complexity makes traditional production inefficient.
In these situations, additive manufacturing systems operate as flexible production tools capable of producing a range of different components without the need for dedicated tooling.
Integration into Industrial Workflows
As additive manufacturing becomes more widely adopted, the integration of printing systems into structured manufacturing environments is becoming increasingly important.
Printed parts typically require several downstream operations, including support removal, heat treatment, machining, and surface finishing. Quality assurance processes such as dimensional inspection and material testing may also be required, depending on the application.
Metal additive manufacturing systems must therefore operate reliably within these broader production chains. Consistent build results, stable process parameters, and predictable material behavior simplify the transition from printing to post-processing and final component qualification.
This approach supports deployment in industrial environments where traceability, documentation, and compliance with European manufacturing standards are essential.
Expanding Applications for Metal Additive Manufacturing
As materials, machine architectures, and process control technologies continue to evolve, the range of applications for metal additive manufacturing continues to expand.
Systems such as the ANiMA A4 are increasingly used not only for design validation or experimental production but also for functional components that operate in demanding environments.
In sectors where performance, weight reduction, and geometric complexity play a critical role, powder bed fusion provides a manufacturing approach that complements conventional techniques and enables new component designs that were previously difficult to realize.
Contact us, and our expert team will help you find the best solution tailored to your needs!
Email: info@anima.eu
Contact number: +30 210 77 76 822

